
Anodizing is seemingly a pretty basic process, however, in the case of precision machined parts there are a lot a nuances that if not carefully considered and taken into account can spell disaster. Unlike plating where metal is deposited directly on the substrate and one can readily measure the dimensional change using any number of instruments from micrometers to X-ray, anodize is a conversion coating wherein aluminum from the being part being anodized is converted to aluminum oxide. Because aluminum oxide takes up more space than the aluminum itself, there is a growth both inward and outward. In other words the total thickness of the anodize layer consists of outward growth (i.e. dimensional change or buildup) as well as penetration inward from the original surface.
All anodic processes involve buildup AND penetration and knowing what controls the ratio between the two for the various types of anodizes is needed to assure final dimensions are met, particularly on close tolerance, precision machined parts.
First off, there are a lot of misconceptions out there on this subject and these tend to spread like urban legends except with increasing speed these days due to blogs and internet exchanges such as the following link:
http://www.finishing.com/303/57.shtml
Reading this exchange, one can conclude that the ratio between buildup and penetration is anywhere from 50/50 to 20/80. Without a better definition, the machinist is left guessing where to machine his parts to allow for anodize buildup. Based on my own 40 years in anodizing here at Anoplate and taking into account what appears in a myriad of technical treatises and specifications on the subject, here is my synopsis on the subject of build-up vs. penetration.
 For hardcoat, i.e. Type III, the best scenario achievable is that the build-up equals the penetration or 50% builds up and 50% of the thickness is penetration. Thus for a 0.002 inch thickness coating as required by most specifications, this would result in a 0.001 inch dimensional change per surface. While this is easy to calculate, fact is that in practice it’s rarely achieved and it’s more like 45% buildup and 55% penetration, thus for a 0.002 inch thickness the buildup per surface is slightly less than 0.001 inch. When closely machined parts are machined to allow for a 0.001 inch buildup, we’ll intentionally target the Type III anodize thickness to be 0.0022 – 0.0024 inch.
For hardcoat, i.e. Type III, the best scenario achievable is that the build-up equals the penetration or 50% builds up and 50% of the thickness is penetration. Thus for a 0.002 inch thickness coating as required by most specifications, this would result in a 0.001 inch dimensional change per surface. While this is easy to calculate, fact is that in practice it’s rarely achieved and it’s more like 45% buildup and 55% penetration, thus for a 0.002 inch thickness the buildup per surface is slightly less than 0.001 inch. When closely machined parts are machined to allow for a 0.001 inch buildup, we’ll intentionally target the Type III anodize thickness to be 0.0022 – 0.0024 inch.
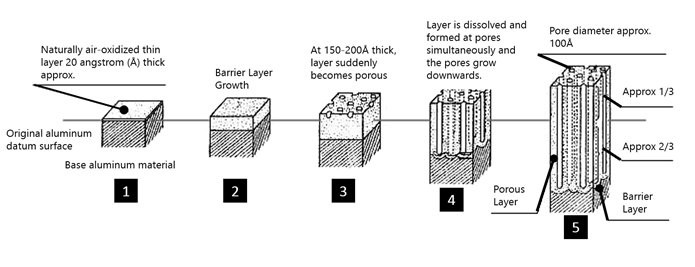
For Type I and Type II anodize, the rule of thumb we use at Anoplate is 1/3 buildup and 2/3 penetration. Since Type I, i.e. chromic or other thin anodize coatings, have limited overall thickness, the buildup is typically under 0.0001 inch per surface so little if any adjustment is necessary to accommodate the overall dimensional change. However, with Type II it is much more complicated. Class 1, undyed anodic coatings, run anywhere from 0.0002 to 0.0005 inch thick with Class 2 dyed coatings running even thicker due to the fact that thicker layers are needed to adsorb a sufficient amount of dye to render the anodize a proper depth of coloration.
Newer Type II electrolytes such as that used for Type IIb have a limited thickness, more like Type I chromic anodize. The buildup per surface is less than 0.0001 inch per surface so controlling dimensions on tightly tolerance parts is more easily achieved. Type IIb coatings still meet the corrosion resistance requirements of either Type I or Type II anodize, that is 336 hours of salt spray resistance, they are far thinner and due to this do not accept dyes. For instance, black dyed Type IIb anodize will be grey at best.
Lastly, the type of aluminum must enter into the equation. Castings and more highly alloyed aluminums require more cleaning and etching prior anodizing, thus, there may be considerable aluminum removal strictly in the pretreatment before the parts even enter into the anodizing bath. For this reason, Anoplate utilizes 3 different degrees of cleaning and etching aluminum prior to anodizing: non-etch, level 0 for the most critical parts. Precision anodizing to meet exacting dimensions after processing can be achieved but upfront communication is needed to assure success.
--
Impact of Anodize, anodizing kit, aluminum alloy, is aluminum metal, Anodize on Dimensions, anodizing, aluminum, aluminum charge 3, chromic acid, passivate, passivated, mil-spec, black anodized aluminum, silver plating, mil std, electroplating near me, mil std 202, nickel thickness