
Anodize is widely used to protect aluminum from corrosion, wear and a number of environs that degrade the otherwise soft and readily oxidized aluminum.
 |
Typically anodize is broken down into three categories referred to as Type I, Type II, and Type III. Type I is thin anodize usually done in non-sulfuric acid electrolyte and widely used where reduced fatigue strength associated with thicker anodize is a concern. Type II is conventional sulfuric anodize used for decorative and general corrosion protection. Type III is hardcoat anodize which is denser and thicker than either of the former types. |
Hard anodize, also known as hardcoat, is typically done with:
- sulfuric acid with or without additives
- 25-40 F near freezing chilled electrolyte
- uniform and strong agitation to remove heat from parts during anodizing
- higher current and voltage than conventional anodize.
Hard anodize is used for automobile pistons, as leading-edge abrasion strips on helicopter rotor blades, firearm receivers, and cookware pots and pans.
| When we say hardcoat or hard anodize, it often leads to the question “how hard is hard anodize?” One way to think of it is the Moh scale of mineral hardness which ranges from 1 for soft talc to 10 for diamond, the hardest mineral. For reference, raw aluminum has a Moh hardness of 2.5. Well hard anodize is aluminum oxide which is essentially the mineral corundum that is one notch below diamond at #9. If you take a steel nail and attempt to scratch hardcoat, you’ll actually erode the nail! Not surprising when one considers that most grinding wheels use aluminum oxide as the abrasive for removing metal! | 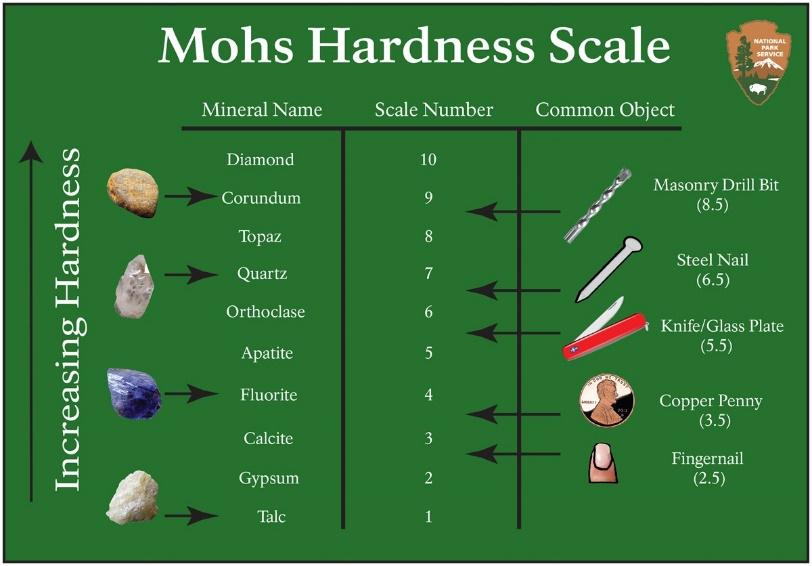 |
Another way to quantify how hard Type III hard anodize is would be to measure its microhardness. For whatever reason, the predominant specification for anodize, e.g. MIL-DTL-8625, does not require hardness testing while the international standard, ISO 10074, does. As one might expect, different series aluminum alloy will result in varying hardness (among other properties such as density as well). For this reason, the ISO standard classifies aluminum alloys and minimum hardness as follows.
|
Material Class |
Alloy Group |
Minimum Microhardness, HV |
|---|---|---|
|
Class 1 |
All Wrought Alloys Except Those in Class 2 |
400 |
|
Class 2a |
Alloys of the 2xxx Series including Alloys with > 5% Copper |
250 |
|
Class 2b |
Alloys of the 5xxx Series containing > 2% Magnesium and Alloys of the 7xxx Series |
300 |
|
Class 3a |
Casting Alloys with < 2% Copper and/or 8% Silicon |
250 |
|
Class 3b |
Other Casting Alloys |
By Agreement |
When measuring microhardness of hard anodize, its shall be for coatings of 1 to 2 thousandths of an inch (i.e. 25 to 50 um). Coating thicknesses of greater than 2 mils tend to have a lower microhardness value particularly in the outer regions. For this reason, at least one major manufacturer of aerospace motion control devices hones the outermost ½ mil of hardcoat to expose the hardest, most abrasion resistant surface.
Now one might ask how does MIL-DTL-8625 get away without requiring a hardness determination? Well as opposed to a hardness requirement, it calls for a Taber abrasion resistance test which is another subject for another day. Until then, if you have any questions on the properties of hard anodize or any form of anodize, please reach out to Anoplate’s engineering or sales staff.
--
hardcoat anodize, hardcoat anodizing, aluminum hardcoat anodizing, Anodizing aluminum, Types of anodize, Hard anodize applications, Corrosion protection with anodizing, Sulfuric acid anodizing, Anodize hardness levels, Hardcoat anodize uses, Anolate